
产地:福建 厦门 厦门市 | 归属行业:控制器
品牌:1747-KE
有效期至:长期有效
1747-KE
1747-KE 为保证型面的加工精度、减少刀片磨损,型面精加工前先对淬火区域的R留0.05mm进行预精加工,最后再进行全面精加工,如图5所示。
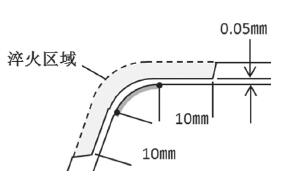
图5淬火区域加工方式
(4)顶盖后序模具加工中,为保证型面的进度和加工效率,优化了程序,保证了主轴Z向没抬刀,且避空区域的进给值设置为最大速度,如图6所示。
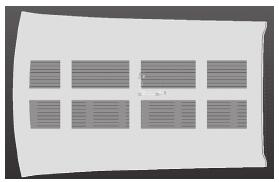
图6加工区域和避空区域的加工方式
1747-KE 新装备在模具加工制造中的应用在汽车制造领域,大批量和高精度的生产要求决定了耐用性成为汽车模具的基本要素。为了提高汽车模具的使用寿命,汽车成型模具都要进行表面处理。汽车模具表面处理仍以火焰淬火为主,我国大部分厂家还处于人工淬火阶段,由于火焰淬火质量很大程度取决于操作者的经验,经常出模具表面淬火后硬度低或者开裂问题。因此,寻求一种淬火质量高,而且稳定的模具淬火方法非常重要。数控激光淬火机床可以通过程序的控制,不但能有效地保证模具表面淬火的要求,而且还提高了模具表面淬火效率。目前,我公司使用激光淬火机床对模具进行淬火已进入实际应用阶段,已能完成非深拉延和非深腔模具的淬火,模具型面使用激光淬火,淬火层均匀,淬火硬度和质量大大优于手工淬火,如图7所示。
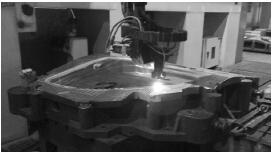
图7采用数控激光淬火机床对汽车模具淬火
6RA7075-6DS22-0
6RA7075-6GS22-0
6RA7078-6DS22-0
6RA7081-6DS22-0
6RA7081-6GS22-0
6RA7085-6DS22-0
6RA7085-6GS22-0
6RA7086-6KS22-0
6RA7087-6DS22-0
6RA7087-6GS22-0
6RA7088-6KS22-0
6RA7088-6LS22-0
6RA7090-6GS22-0
6RA7091-6DS22-0
6RA7093-4DS22-0 A
6RA7093-4GS22-0
6RA7093-4KS22-0
6RA7093-4LS22-0

欧工

 京公网安备11030102011671号
京公网安备11030102011671号 




 >
> >
>

























